QbD Case Study – ACE Tablets – QTPP, CQA, CPP, CMA

If you are in the generics industry, you should know about the QbD case study on ACE Tablets. CMC-IM working group published a QbD case study on Acetriptan or “ACE Tablets” in 2008.
This article covers:
- Typical Approach of QbD Case Studies
- Process Map of ACE Tablet Manufacturing
- How to extract QTPP, CQA, CPP, CMA
- How to save time on QbD Risk Assessment by using “ACE Tablets” Template
Steps of QbD Case Studies
Despite its early QbD days, the approach is similar to the “Quality by Design for ANDAs:An Example for Immediate-Release Dosage Forms. (2012)”
Most QbD case studies typically follow this format:
- Define (Quality) Target Product Profile
- Define (Critical) Quality Attributes
- Outline Process Maps
- Identify (Critical) Process Parameters and (Critical) Material Attributes
- Risk Assessments
- Design Space Studies (Design of Experiments)
- Update Risk Assessment
- Control Strategy
ACE Tablets case study is no exception and follows this outline. However what counts are the details on how they executed each step. In this article, I will focus on constructing a for a QbD Risk Assessment template by extracting the necessary QTPP, CQA, CPP and CMA.
Let’s Create the “ACE Tablet” Drug Profile
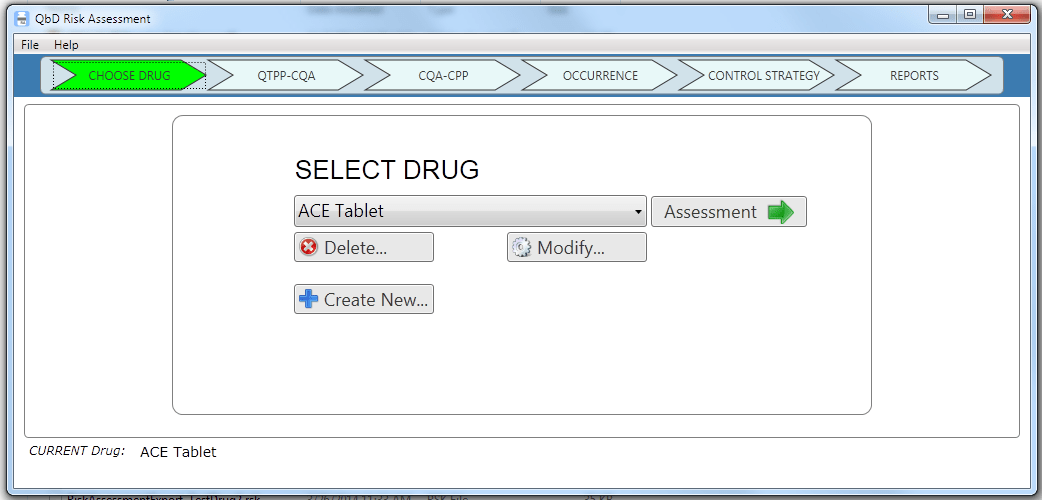
To organize the information, I will use the Lean QbD software.
First, let’s create a new drug profile. I named it, “ACE Tablet.”
Now let’s extract QTPP, CQA, CPP and CMA from the ACE Tablets case study.
Extracting QTPP
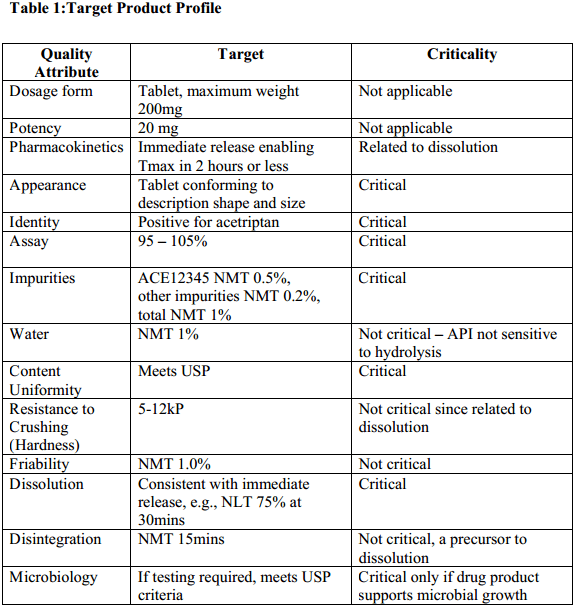
When I began extracting QTPP’s, CQA’s, CPP’s and CMA’s I noticed that the definitions of QTPP, CQA, CPP, CMA were not well defined. For example, Target Product Profile and Quality Attributes were treated as same entities (see Table 1).
By now we should know the clear difference between QTPP and CQA. Quality Target Product Profiles (QTPP) are patient and clinical outcome metrics. Critical Quality Attributes (CQA) are drug product/substance quality metrics.
Even to this day, few QbD case studies make this distinction clearly.
QbD began in order to provide quality drugs to the patients. However I have not seen much focus on getting the right QTPP. Quality Target Product Profile is where everything begins.
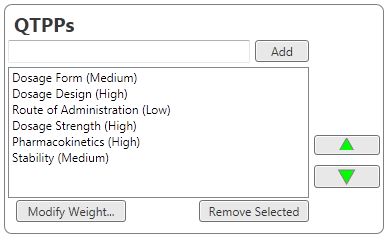
Since ACE Tablet case study did not provide QTPP’s, I recommend beginning from the same set from the the Immediate Release Tablet case study. Then you can customize from there.
You can see the QTPP’s in Lean QbD Risk Assessment template for ACE Tablets below.
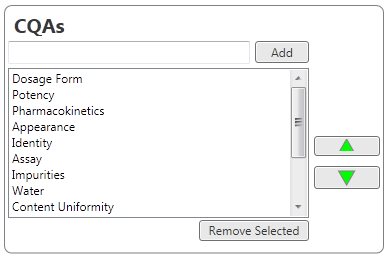
Then I used Table 1 (above) for CQA’s.
(For more ideas on CQA regarding dissolution on Immediate Release Dosage Forms, See FDA guidances:
Immediate Relased Dosage Form Dissolution Testing and Specifications 2015 ,
Immediate Relased Dosage Form Dissolution Testing and Specifications 1997
Here’s a summary shot of QTPP’s and CQA’s.

Let’s continue on with the process map to extract process parameters.
Process Map
Next, we go to the process map or process flow diagram. It is a typical set of 6 unit operations for tablets: (1) Blending, (2) Dry Granulation, (3) Milling, (4) Lubrication, (5) Compression, and (6) Packaging. The critical steps are blending, dry granulation and compression.
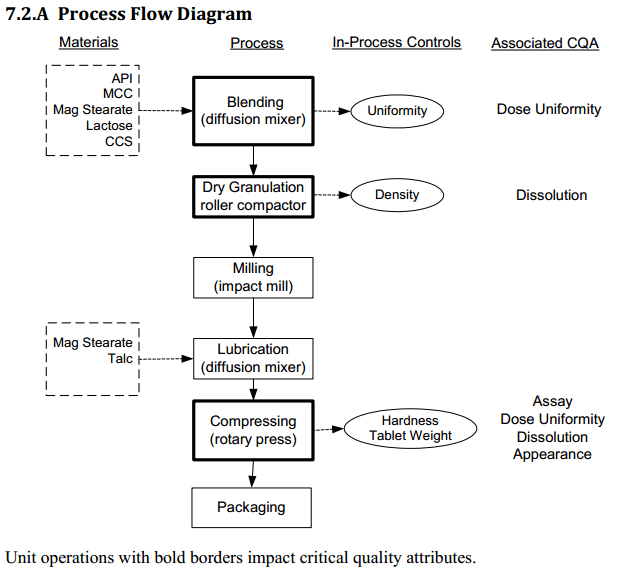
Excipients include microcrystalline cellulose, lactose monohydrate, croscarmellose sodium, magnesium stearate and talc.
Manufacturing process involves a pre-blending step, roller compaction of the acetriptan with microcrystalline cellulose, croscarmellose sodium, magnesium stearate and lactose monohydrate, then milling to produce granules before blending with magnesium stearate, and talc. This is then followed by compression on a rotary tablet press.
ACE tablets are white, biconvex, round tablets containing 20 mg of acetriptan (ACE) with “ACE” and “20” debossed on one side, in cartons containing a blister pack of 6 tablets, or in polypropylene bottles containing 10 tablets.
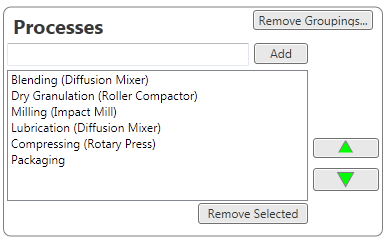
I summarized the processes in the Lean QbD Software:
1. Blending CPP
We begin with the Blending Process.
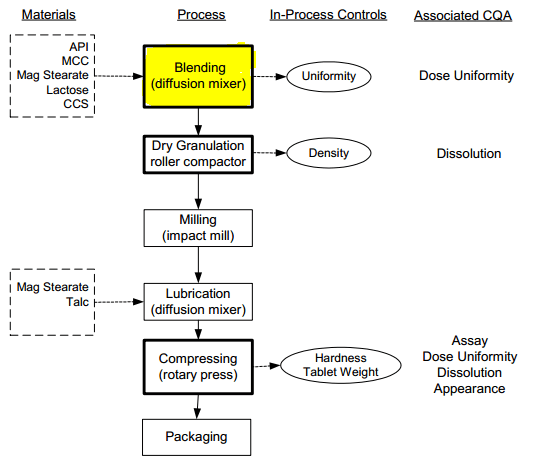
Uniformity is the main quality attribute for the blending process.
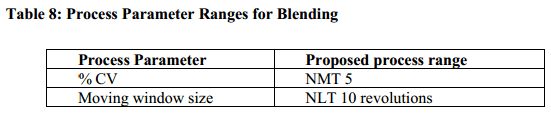
Cause and Effect or Fishbone Diagram (Figure 11) shows all of the process parameters and variation sources for the blending process. Highlighted with red are the high risk parameters: API, MCC, Relative Humidity, Blender Type, and Number of Revolutions.

After initial risk assessment, co-authors select 2 CPP’s: % CV and Moving Window Size.
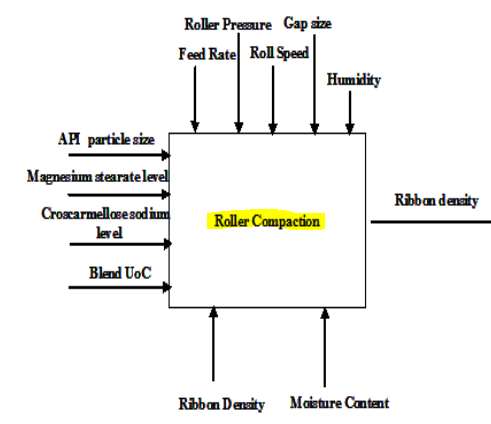
2. Roller Compaction CPP
Next, we look at the Dry Granulation (Roller Compaction) process. Main quality attribute is the ribbon density and associated CQA is dissolution

Process parameters from Roller compaction are: Feed Rate, Roller Pressure, Roll Speed, Gap Size, Humidity and API particle size, Magnesium Stearate level, Croscarmellose Sodium.
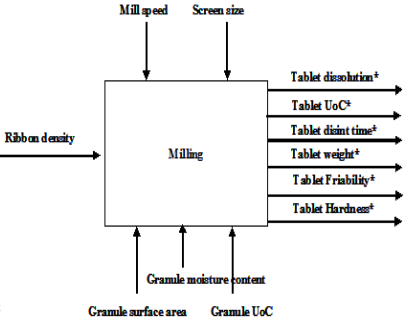
3. Milling CPP
Followed by Roller Compaction is Milling.
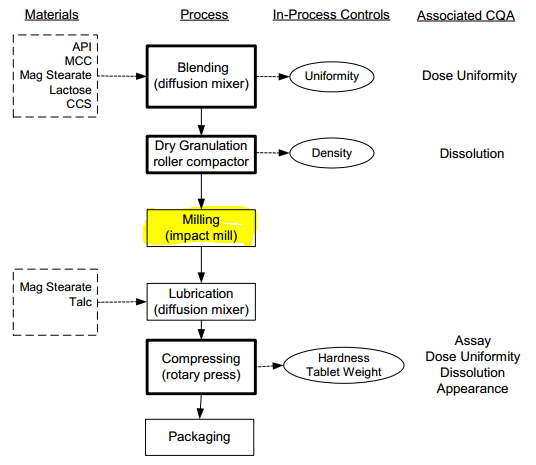
In the Milling unit operation, CPP are Mill Speed and Screen Size. Granule Surface Area, Granule Moisture Content, Granule Uniformity of Content are in-process quality attributes.
4. Lubrication CPP
Following the roller compaction and milling, the milled granulation is blended with extragranular excipients in a second blending operation. The granules are mixed with 0.25% magnesium stearate (as lubricant) and 5% talc (as glidant).

There are only two process parameters identified for Lubrication: Revolutions and Fill Volume.

5. Tablet Compression
Following blending with extragranular excipients, the manufacturing process utilizes a compression step to produce tablets.
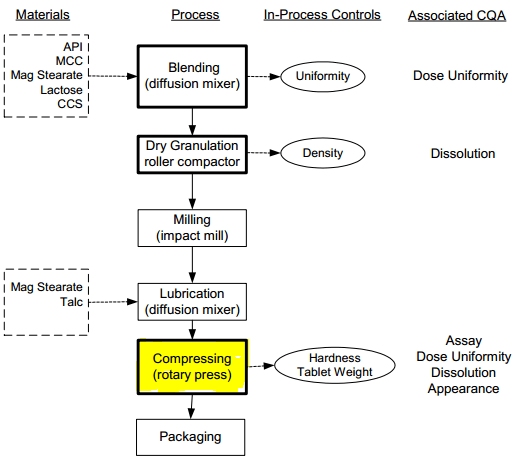
The compression process flow is as follows.
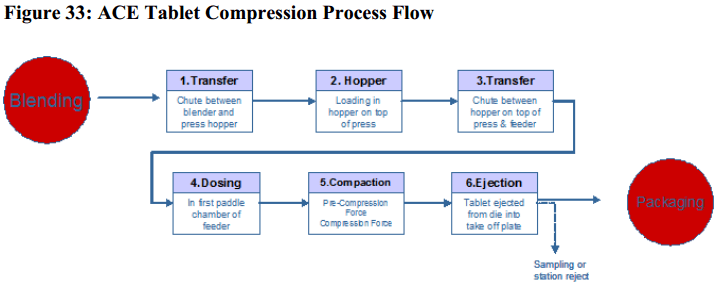
Here’s an Input-Process-Output diagram for the compression unit operation.

Process Parameters for the compression are: Pre-compression force, Compression Force, Press Speed, Die Fill Depth, Feeder Speed, Ejection Force, and Height of Drop.
Parts geometry and tooling geometry are pre-specified and should be a source of variation.
6. Packaging
The ACE tablets case study does not mention much about the CPP’s related to the packaging process. Main attributes associated with this process would be stability.

10 tablets are packaged into 30cc HDPE bottles containing cotton wadding and a heat-induction seal, closed with polypropylene caps and 6 tablets per blister with push-through foil lidding.
Now that we’ve done all of the hard work we can summarize the CPPs and CMAs into the Lean QbD table below.
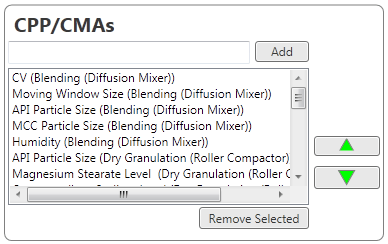
Here’s the summary shot – Processes and the associated CPPs and CMAs nested within each process.

Finally, ACE Tablets’ QTPP, CQA, CPP, CMA are all here.

That was a lot of work.
Next Steps
Next step is to link the QTPP – CQA – CPP/CMA through QbD Risk Assessment. This assessment really depends on the capability of the manufacturing facility and the staff’s knowledge.
For those who’d like to take advantage of the ACE Template, you can get it here.
So, what is your opinion on the “ACE Tablets QbD Case study?” How close is it to your QbD approach?
I can’t find the link for the demo…
Hi Jose, You can find further info at http://leanqbd.com
Enjoy the QbD Risk Assessment! (Yes, now I actually enjoy Risk Assessment)
This is very good resource! Do you have a case study like this for oral suspension?
Hi Bharka, Lean QbD users have made an oral suspension template for their drug. Let me see if they have a publicly shareable version. Do you know a good QbD case study for Oral Suspension?
In the compression process, you have press speed, but the rate of load increase and relaxation, is equally dependent on the press stiffness. ie loading rate = K x (press speed x press stiffness). The loading rate determines the maximum temperature achieved, and the unloading rate will affect the creation of cracks. Both these could cause standard problems of phase transformation, fragility, and changes to dissolution. Another question is whether the development press has the same stiffness as the production press. The production press will probably be stiffer, therefore more prone to cause process changes. This is another aspect of QbD for tablets and is simple to deal with if you are forewarned and have the equipment. However, do not underestimate the power required in a Compaction Simulator to create a “knowledge space” for a modern production press.
Martin, Thanks for sharing your compaction experience. Press speed, press stiffness are good parameters to think about for dissolution, etc. Also in many cases, the compaction equipment parameters are treated as fixed variables (or noise variables) based on previous products. It’s good to test these assumptions at the development stage.
Hi
Thanks for the case study. Do you have a case study for aseptic manufacturing process?
Ryan, Thanks for your comment!
We do have internal case studies but it’s not public.
If you are willing to share your processes,
we’d be happy to collaborate on making one available.