QbD for Pharmaceutical Legacy Products

How do you apply Quality by Design for pharmaceutical legacy products?
Today, my good friend, Alicia Tebar of ISPE Spain share her QbD project on legacy products – using QbD and Six Sigma tools.
Quality by Design is different from Six Sigma – but they do share many tools.
Alicia Tebar and co-authors discuss their QbD approach in: QbD as an improvement methodology for pharmaceutical legacy products. A Case study.
I’m a Lean Six Sigma Master Black Belt so I was curious about the paper. I’m sure you are too. So I interviewed Alicia.
In this interview, you’ll learn:
-
Why QbD is different for a Legacy Product compared to a New Product
-
QbD approach for a legacy product and which QbD tools were used
-
How to calculate the ROI of a QbD project for legacy product
-
What factors were included as costs and returns?
-
How Risk Assessment was used
-
How to calculate Risk Priority Number for a legacy product
-
Top 3 lessons learned
Sun:
How is the QbD Approach different for a Legacy Product compared to that for a New Product?
Alicia:
Well, it is clear that prior knowledge about the product and the process is greater for a legacy product than for a new one. But this can also be a drawback if we are not able to correctly identify the gaps of knowledge, by assuming that the information we have is correct.
The mechanisms of the process and the sources of variability that are unknown are probably candidates to cause quality problems and have to be identified and adjusted.
Sun:
I’m interested in how you selected the “right” project for process improvement. Of many “continuous improvement” candidate projects, how did you select the case study?
Alicia:
Chapter 4.3. is devoted to explain a “Prioritizing tool to choose candidates for improvement projects”. This is just a way to consider factors as rate of rejected batches, rate of deviations, process capability indicators and number of units produced by year to find the best candidates. In other words, to find low quality/high volume candidates to maximize ROI.
Sun:
Your selection process seems very familiar to how companies with Six Sigma programs choose their Green Belt or Black Belt projects.
Main Criteria to determine the project priority were:
- Product Quality (Non-conformity, Deviations)
- Process Performance (PpK per CQA)
- Manufacturing Volume
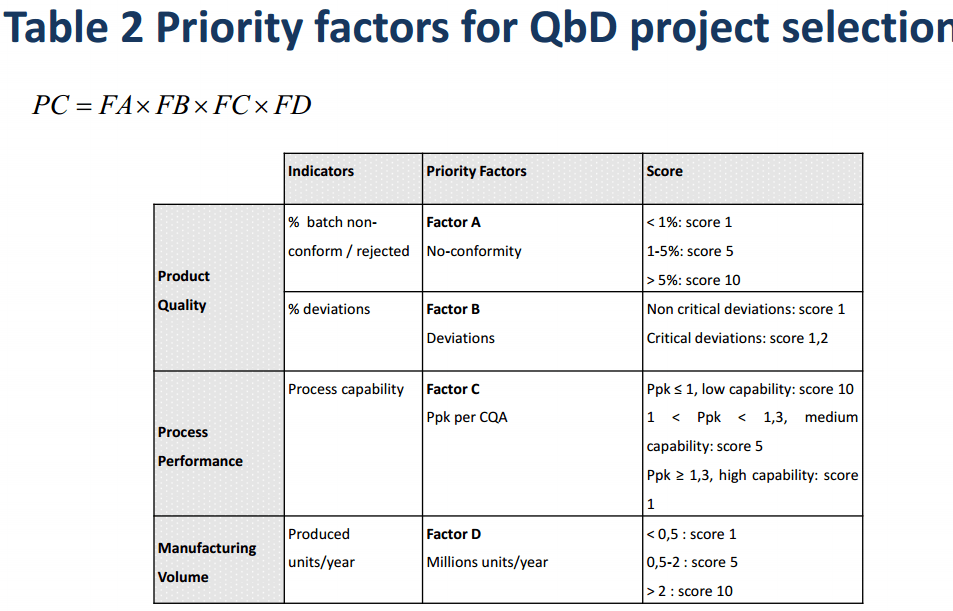
Using the criteria above, you ranked them in the order below.
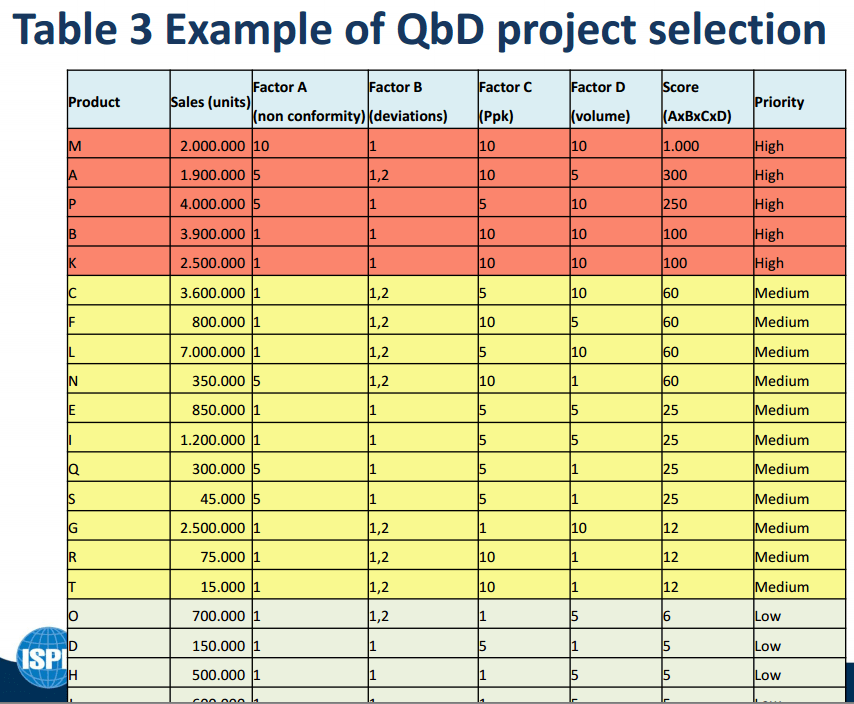
This is helpful to prioritize continuous improvement projects.
Sun:
It is very difficult to show a solid Return on Investment (ROI) for a QbD project at the development stage. Management don’t like using Quality and Cost Avoidance as a benefit.
How did you calculate the ROI (Return-on-Investment)? What factors were included as costs (-) and revenue (+) ?
Alicia:
Usually Improvement Projects are easier to justify financially. How was this calculated?
Well, sometimes it is not easy to calculate the ROI mainly because some companies do not calculate the costs of “non-quality”. That means translating into money what is costing us rejected lots, manage deviations, OOS, process or release controls sometimes unnecessary using another control strategy to minimize the quality risks.
The document includes a simulation of ROI calculation for the case study presented.

Sun:
This is a very good example of using Net Present Value analysis. Management like these tables.
Walk us through the high level process (tools deployed) of the QbD approach for a pharmaceutical legacy product
Alicia:
OK. In fact we applied the DMAIC Six Sigma methodology as it is an improvement project.
It is easier to convince management to provide resources to the project if we had a calculation of ROI and a business case. We therefore considered interesting to introduce this point in the initial stages (define & measure).

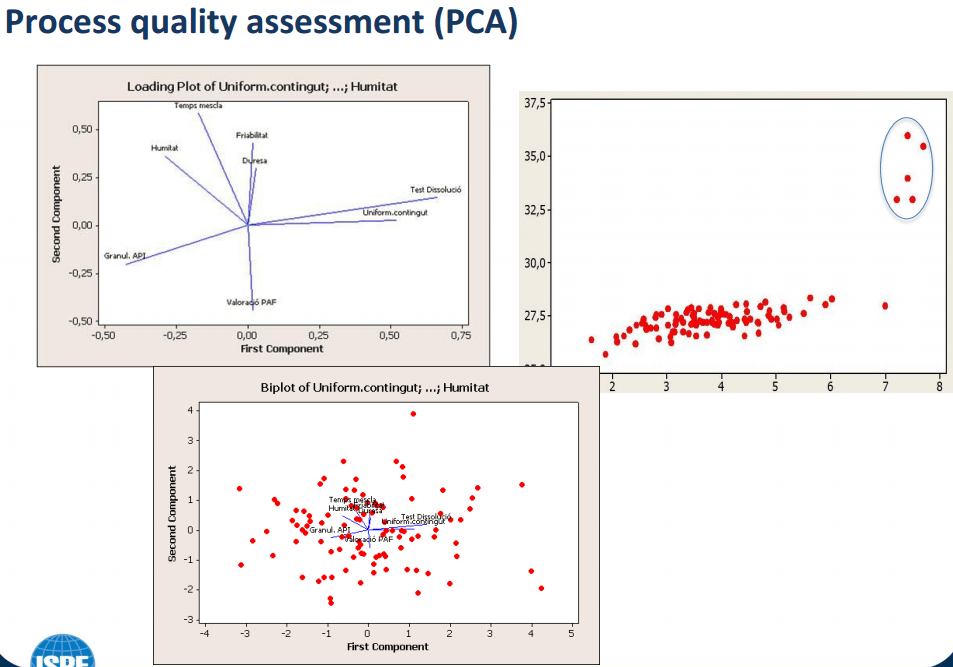
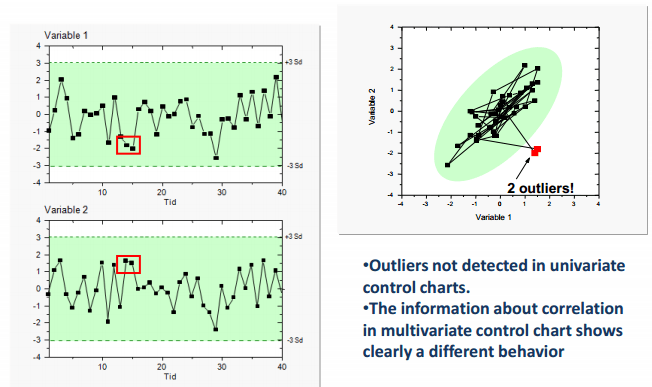
In case of a legacy product we had a huge amount of data available to measure and analyze. At this stage the statistical team did a great job presenting a summary of statistical tools applied to extract the maximum information possible. There’s even a section on multivariate techniques.
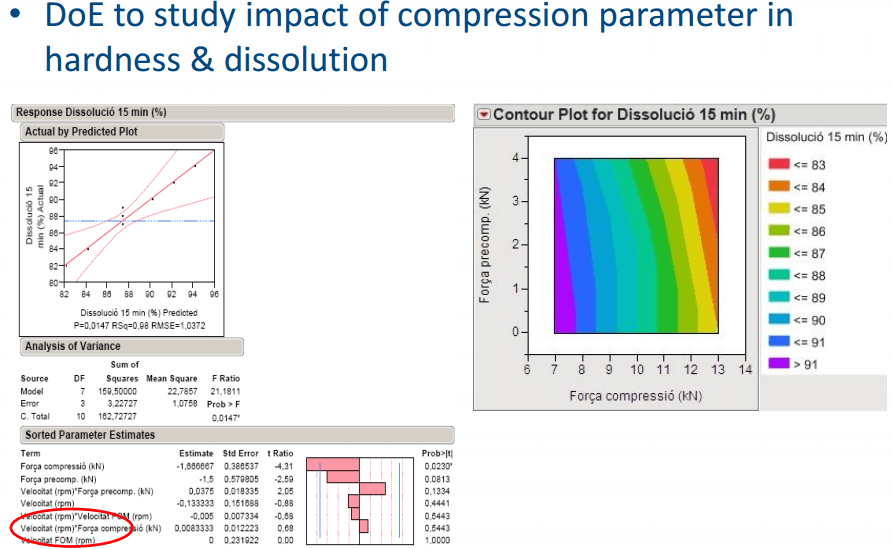
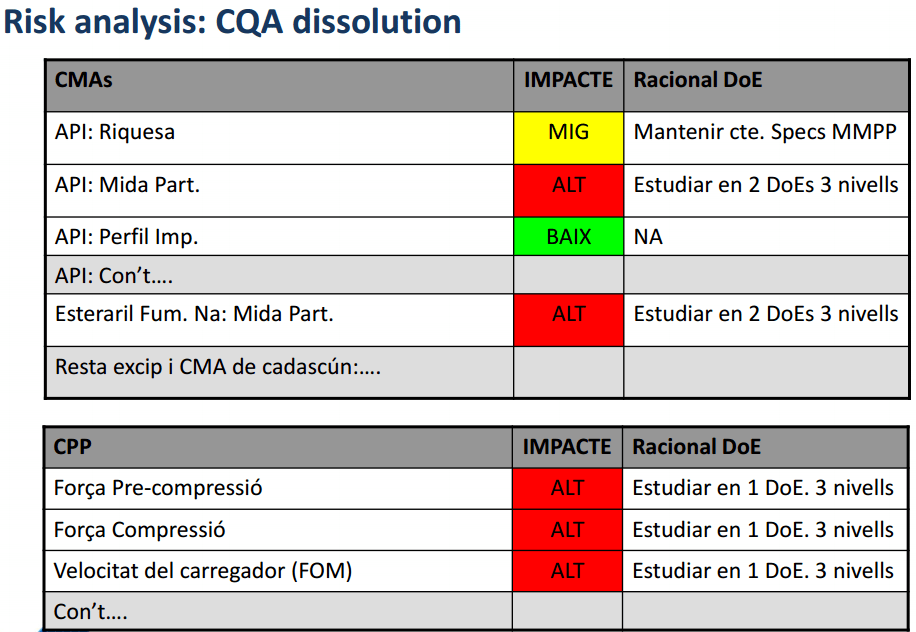
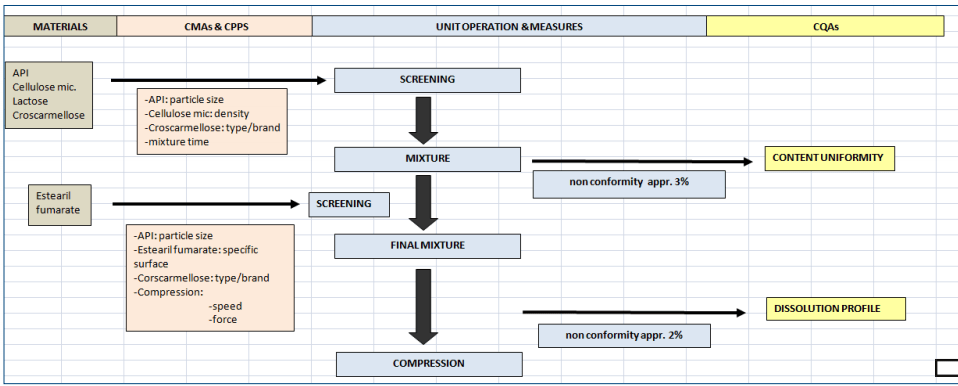
Data analysis alone cannot give us the information on cause and effect between CMAs / CPPS and CQAs, so then the work done with risk analysis and DoE was described.
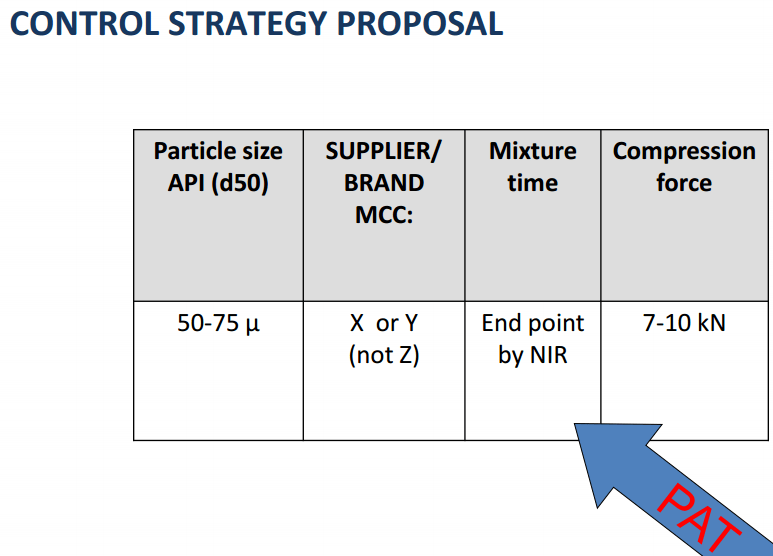
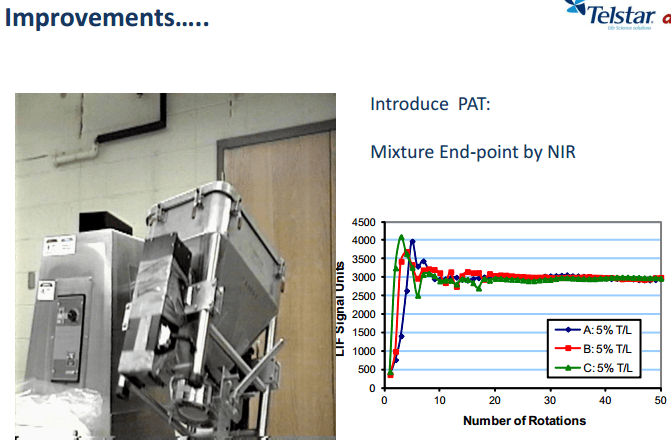
Finally, conclusions and proposed control strategy to solve the observed quality problems were also described.
Sun:
If QbD is applied to an already licensed product, how was the Change Controls handled and the costs (re-filing, validations, etc.) associated with it?
Alicia:
The document does not include this consideration.
Sun:
How was Risk Assessment used? (i.e. re-use existing risk assessment or create a new one?)
Alicia:
Here we developed a new risk assessment but it is well known that the same process RA template can be re-used as a basis for similar processes as the steps and the critical parameters in many cases would be the same.
* Alicia is also an user of Lean QbD Risk Assessment Software and has been contributing her thoughts during development.
Sun:
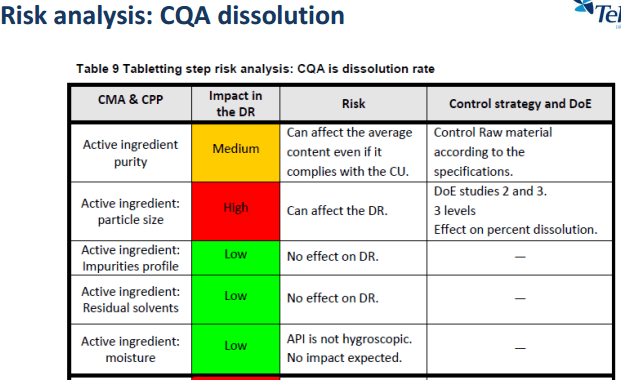
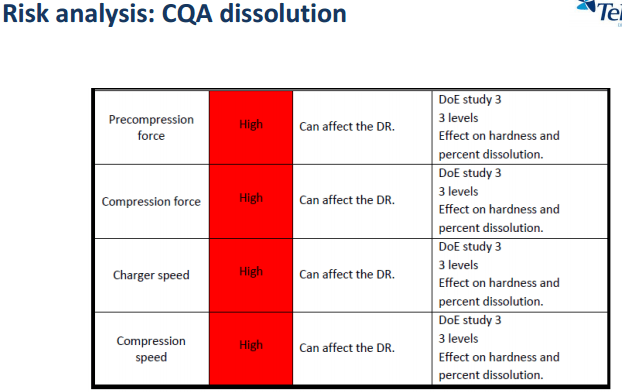
How did you calculate Risk Priority Number for a legacy product?
We used a simple RA method aimed at identify variables to further investigate with DoE. We didn’t use FMEA neither calculated RPNs. RA table just considers a single parameter which is the expected impact of CMA / CPP in the CQA. The parameters / variables with “high” risk are proposed for study with DoE. It’s that simple.
Sun:
What are your Top 3 lessons learned?
Alicia:
- It is essential to establish the ROI of the project and to set clear targets for improvement.
- In the case of legacy products historical data can give us key information to face the quality problems. Staff knowledgeable in statistics and experimental design is pivotal.
- No data, no information and no information no knowledge. It is advisable to establish systems for data acquisition and data mining to manage production more proactively. The continued process verification is not possible without it.
Sun:
If you could go back in time and do the project differently, what would it be?
Alicia:
Working with this group of professionals from different backgrounds on the same case study has been very helpful and stimulating. We have all learned well have a good time. I’d repeat without hesitation.
Alicia Tebar:
If you are interested in reading the full paper, you may do so here:
QbD as an improvement methodology for pharmaceutical legacy products. A Case study.
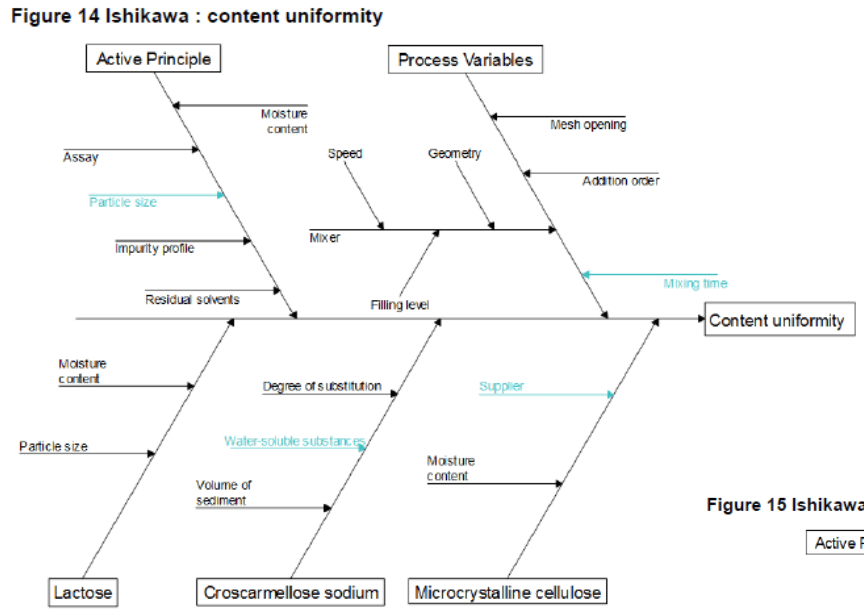
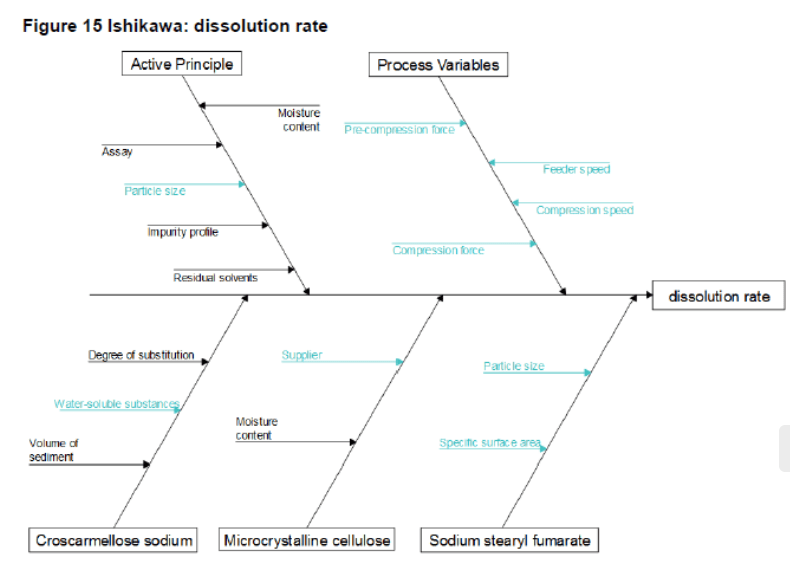
The Case Study deals with the application of the QbD approach to the improvement of a tablets manufacturing process. The purpose of this document is to help pharmaceutical companies in the gradual incorporation of QbD systems to the manufacture of medicines. Specifically, it focuses on the manufacture of industrial batches.
This paper covers:
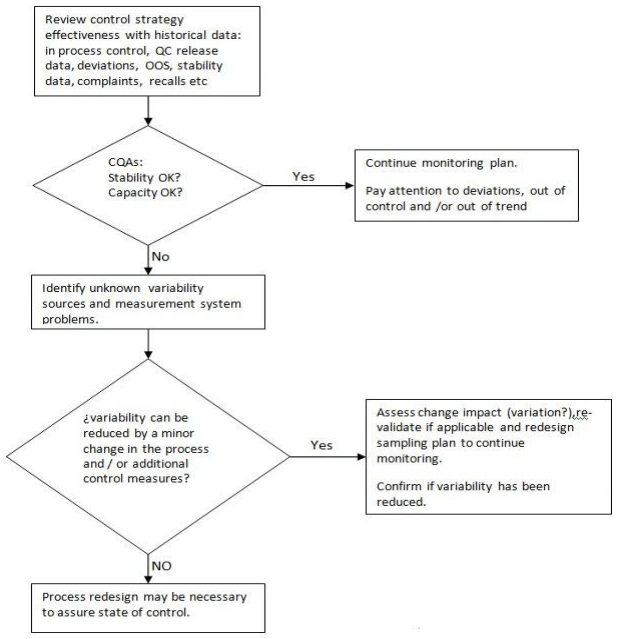
- Evaluation of the state of control of manufacturing processes, criteria and statistical tools to verify that the processes are stable and capable
- Assessment of deficiencies in the design, and in the understanding of the manufacturing processes as well as an improvement proposal; criteria and tools to acquire the necessary knowledge of the process and to identify improvement actions and / or to redesign the process if necessary
- Criteria for calculating the ROI of a project based on QbD; methodology to prioritize improvement projects and to calculate the necessary investment and savings estimations for each case
- Case Study, application of the previous chapters to a fictitious example: improvement project in tablet manufacturing
Sun Kim:
Alicia, Thanks so much for the interview! This was very helpful information for those who are applying QbD in pharmaceutical legacy products. I hope this will help many QbD practitioners in our industry.
Inna Ben-Anat
Inna
Inna Ben-Anat
Director, Global QbD Strategy and Product Robustness at Teva Pharmaceuticals
Dear Alicia,
Just wanted to provide my feedback in more details after reading this great document:
It was really a pleasure to read it: very logical, systematic, well explained and comprehensive. Great flow of the document aids practical implementation understanding: the background, definitions, presentations of available tools based on the topic (SPC, Risk Assessment, DOEs), linkage to the relevant regulatory guideline, building a business case with ROI-all this sets a great stage to the followed case-study that puts theory in practice. It is very useful to have everything in one comprehensive document. So really chapeau!
Few minor observations mainly on case-study:
1. Before diving into statistical analysis, it can be beneficial to conduct initial risk assessment, or input-output map/cause and effect diagram, to scientifically link each CQA identified (output) to potential CPP and CMA (inputs). This can point to the right direction of what correlations to look for first during statistical data-mining and data collection process and will increase the chance of finding true causality rather than just correlation even before DOEs
2. Section 5.3 is great-this information is often missing from case-studies, and is needed to bring the business case.
3. Risk Assessment Table: suggestion to separate the last column (DOE/Control Strategy) into two columns. First will talk about Risk Reduction strategy (DOE, process monitoring) and last about actual Control Strategy (actual adjusted settings/PARs for CPPs/CMAs) as a result of Risk Reduction strategy and DOE -this column can be filled out after the DOE execution.
4. Mixing DOE-it is often better instead of having categorical factor defined as material lot, to have the actual attribute as continues factor (actual PSD, LOD values etc.). Modeling responses vs. continuous factors provide more insights and better cut-off of acceptable ranges/specs based on defined relationships.
5. Could be great to show at the end few confirmation batches data performed after the DOE concussions utilizing chosen control strategy, to demonstrate process improvements.
This is a great document and I am looking forward to more to come…..
Inna